


以下是:济南市历城区珩磨油缸管的产品参数
产品参数 产品价格 7元 发货期限 电仪 供货总量 不限 运费说明 2天 产地 聊城 类型 绗磨管 材质 钢管 可定制 是 品牌 九冶 范围 珩磨油缸管供应范围覆盖山东省、济南市、历城区、历下区、槐荫区、天桥区、长清区、平阴县、济阳区、商河县、章丘区等区域。 【九冶】以匠心打造多元场景产品,涵盖长清绗磨管的简单介绍、商河绗磨管优选好材铸造好品质、章丘绗磨管产地源头好货等。珩磨油缸管,九冶管业(济南市历城区分公司)为您提供珩磨油缸管的资讯,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。 山东省,济南市,历城区 历城区,隶属山东省济南市,位于山东省中部,济南市区东、南部。南依泰山,与泰山区、岱岳区接壤;北临黄河,与济阳区相望;东接章丘区。西与长清区、市中区、历下区、天桥区相邻,总面积1298.57平方千米。截至2023年2月,历城区下辖19个街道。其中,济南市南部山区管理委员会代管3个街道。5个街道由济南高新区管委会代管。2022年,历城区常住人口112.54万人,户籍人口75.06万人。区人民政府驻山大路街道山大北路47号。
简约而不简单,我们的珩磨油缸管产品视频将用直观的方式展示产品的核心价值。
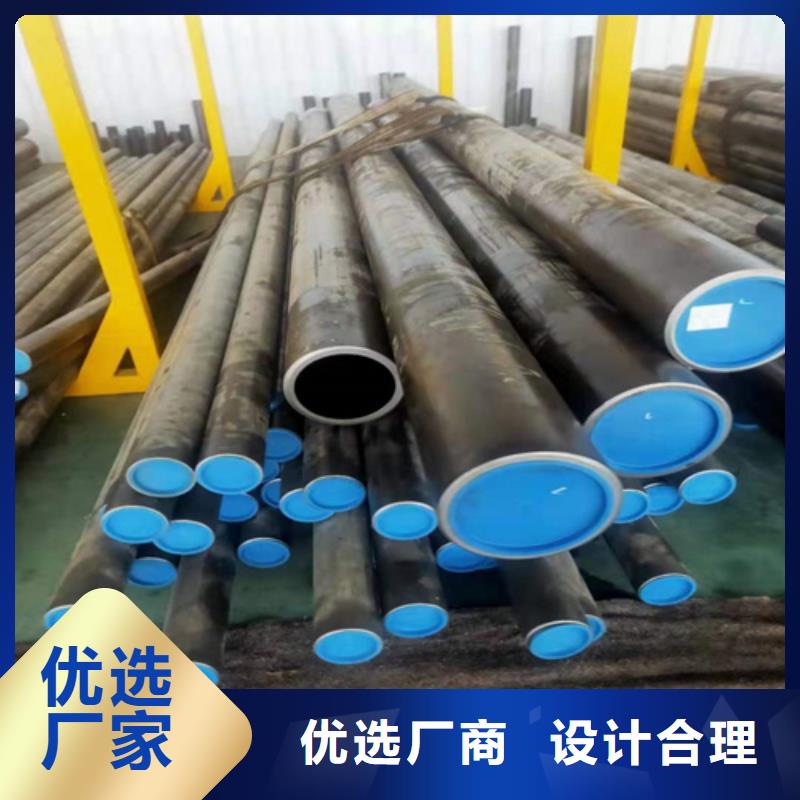
以下是:济南历城珩磨油缸管的图文介绍
济南历城九冶管业有限公司位于“【绗磨管】之乡”的济南历城,公司拥有一支从事【绗磨管】产品研发、设计、制造的技术队伍,技术力量雄厚。
公司长期专注于【绗磨管】设计制造,以“产品就是人品”、“真材实料“为行为准则,建立起完善的质量管理体系,以精密制造、精细管理、精心服务赢得了国内外市场信赖。 在用户心目中树立了高品质【绗磨管】重服务的形象。
公司恪守“用心管理,精心制造,放心使用,热心服务”的质量方针,坚持以诚取信、以人为本,俱荣同生、合作共赢原则,与客户共同发展,共创辉煌!
45#绗磨管在淬火后加高温回火是调质 调质处理是热处理的一种工艺,是指绗磨管在淬火后加高温回火.目的是使45#绗磨管调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等,要看具体的材料,具体零件的技术要求来决定。耐磨铸铁、合金铸铁由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。
为了使薄壁气缸管的生产效率更高,我们采取了新的生产工艺,通过强力研磨、自动化研磨的方式来生产。其中自动化研磨又包括使用电力或者超声波的研磨方式来完成生产任务。好的生产工艺,对于生产效率的提高是必然的,近年来,我们使用以上几种研磨方式来生产研磨管,获得了很大成效,对于内圆外圆的研磨已经不再是问题,相信在我们不断的努力中,一定能取得更好的工艺发展。
薄壁气缸管的日常工作原理主要是通过砂带上的沙粒产生一定的压力,在一定转速之下进行的表面研磨。通过砂带的上下移动对工件的上下表面来回磨削,达到一定效果。当然在研磨过程中要不断的加润滑油,进行冷却,以免影响工件表面加工质量。这样得到的工件只是粗加工的工件,想要更好精度的产品还需进行精加工处理
45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要
珩磨油缸管,九冶管业(济南市历城区分公司)专业从事珩磨油缸管,联系人:李经理,电话:【0527-88266888】、【0527-88266888】,以下是珩磨油缸管的详细页面。









